
Le respect des meilleures pratiques peut améliorer les résultats sur les lignes de remplissage aseptiques
Des procédures adéquates peuvent réduire le risque de non-conformité pendant l’autoclavage des bouchons et capsules pharmaceutiques
Les êtres humains ont naturellement tendance à repousser les limites de tout système. Nous surchargeons nos bagages avant de voyager ou nous rapportons trop de sacs du supermarché. Mais parfois, moins, c’est mieux, surtout lorsqu’il s’agit d’autoclaver des composants utilisés sur une ligne de remplissage aseptique.
L’importance de l’autoclavage
L’autoclavage est essentiel à la prévention de la contamination. Pour le réussir, une technique appropriée est nécessaire. Le procédé utilise la chaleur de la vapeur pour tuer toute vie microbienne, empêchant l’introduction de micro-organismes étrangers dans un environnement stérile. La vapeur utilisée dans le processus de stérilisation est un traitement très stressant pour les matières premières plastiques qui doivent être traitées avec soin.
Le DPTE-BetaBag® flexible a longtemps été considéré comme la solution optimale pour un transfert sûr, rapide et sans contamination des composants (bouchons ou joints de pistons) sur les lignes de remplissage aseptiques. Cependant, les mauvaises pratiques peuvent compromettre la réussite du processus.
La non-conformité peut entraîner la présence de micro-organismes susceptibles de compromettre la production. Lorsqu’il est impossible de réaliser la stérilisation terminale (produit sensible au cycle de stérilisation), la stérilité doit être assurée à chaque étape du processus de remplissage aseptique. La meilleure façon de garantir cette stérilité est d’empêcher toute pénétration microbienne.
Stérilisation dans des sacs DPTE-BetaBag® et des conteneurs DPTE®
La stérilisation des bouchons en caoutchouc ou des charges poreuses à l’intérieur d’un DPTE-BetaBag® est particulièrement importante pour garantir l’efficacité du procédé. « Nous recherchons l’efficacité en termes de résultats de stérilisation et de teneur en humidité restante dans le sac », explique Joakim Larsson, responsable de ligne de produits Getinge, Stérilisateurs.
Assurance de la stérilité/élimination de l’air/pénétration de la vapeur
Pour une bonne stérilisation, l’élimination de l’air et la pénétration de la vapeur sont essentielles. Le côté Tyvek® du sac agira comme un filtre et créera un décalage de pression entre l’intérieur et l’extérieur du sac. Pour garantir une bonne élimination de l’air avant la stérilisation, il est préférable de ralentir le rythme de mise sous vide. La création d’un vide contrôlé avec rampe où le débit est un paramètre réglable permet d’optimiser chaque charge.
La deuxième méthode consiste à introduire un temps d’attente avant la mise sous vide, qui permet d’égaliser la pression au niveau de vide inférieur avant que la vapeur ne soit introduite pour augmenter à nouveau la pression. Cela minimise le risque que la différence de pression provoque un gonflage qui endommage le sac.
Séchage de la charge
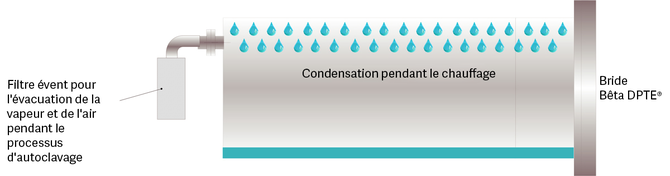
En cas de chauffage à la vapeur, de la condensation se forme lorsque la température augmente. La quantité de condensat est proportionnelle à l’augmentation de la température et au poids de la charge.
Si le poids de la charge est constant, il est possible de réduire la formation de condensation en utilisant un préchauffage sec. Il est possible de chauffer la charge avant que la vapeur ne soit directement injectée dans la cuve et avant la phase d’élimination de l’air.
Les charges doivent être chauffées à environ 100°C de la température ambiante au plateau de stérilisation (20° à 121°C). Le préchauffage à 70°C avant l’injection directe de vapeur réduira la quantité de condensat de moitié.
Il est également possible d’introduire des impulsions de séchage répétées après le plateau de stérilisation à l’aide d’une combinaison d’impulsions de vide et de surpression. Le vide extrait l’air humide du sac, tandis que la surpression garantit que l’air sec pénètre par le côté Tyvek® du sac et atteigne les bouchons.
Chaque impulsion de surpression transfère l’humidité de la charge vers l’air ; il existe en effet une commande pour égaliser le niveau d’humidité.
Réduire le risque lié au « facteur humain »
« Des années d’expérience nous ont montré que le facteur humain est souvent à l’origine de la non-conformité de la stérilité », explique Cyril Mounier, spécialiste des applications pharmaceutiques chez Getinge. « Notre tendance à la surcharge peut avoir un impact négatif important sur la réussite du cycle de stérilisation. »
Getinge a cherché à réduire les coûts globaux des clients en identifiant les pratiques à haut risque susceptibles d’entraîner la non-conformité du processus d’autoclavage. « En 2019, nous avons effectué une série de tests dans l’usine de Getinge La Calhène, à Vendôme, en France », explique Anne-Claude Gilbert, ingénieur R&D Plastiques chez Getinge.
En tant que leader du marché des solutions de transfert aseptique et initiateur de la technologie DPTE®, Getinge a défini les paramètres susceptibles d’affecter les performances de ses sacs DPTE-BetaBag® Tyvek®[1],[2]. Ces sacs sont utilisés pour autoclaver les composants et les charger directement dans une ligne de remplissage aseptique.
« Nous avons examiné les paramètres généraux du procédé, ainsi que les éléments spécifiques aux phases de stérilisation et de séchage », explique Anne-Claude.
Il est apparu évident que, pour obtenir le meilleur résultat en termes de résistance de l’étanchéité et d’intégrité des sacs, les sacs DPTE-BetaBag® Tyvek® doivent être remplis à un niveau de chargement prédéterminé et soumis à un protocole de cycle d’autoclave spécifique.
Que signifie DPTE® ?
DPTE® est un acronyme français pour Double Porte pour Transfert Étanche. Il s’agit de verrouiller les unités « alpha » et « bêta », avec la partie alpha montée sur la paroi de confinement, et la partie bêta fixée à un conteneur ou à un sac. Développée par Getinge La Calhène il y a plus de 50 ans, cette technologie est toujours la référence en matière de transfert aseptique.
Le DPTE-BetaBag® Tyvek® combine une partie DPTE® bêta et un sac conçu de deux films soudés ensemble ; un côté est en Tyvek® et l’autre, en polyéthylène haute densité (PEHD). Les sacs contiennent des composants, tels que des bouchons ou des joints de pistons, destinés à la stérilisation dans un autoclave et à un transfert sans contamination dans une zone aseptique.
Le coût de la non-conformité
« Nous savons que les mauvaises pratiques d’autoclavage peuvent avoir des coûts significatifs : tant l’impact de la pénétration microbienne qui peut entraîner une défaillance de la production que les coûts opérationnels associés à la mise au rebut des composants concernés et à la stérilisation de nouveaux composants », explique Cyril.
En identifiant les éléments les plus risqués du procédé et en définissant les meilleures pratiques pour réussir, Getinge a cherché à améliorer les résultats et à réduire les coûts associés à la restérilisation ou à la contamination pour le client.
Identification des paramètres de processus les plus importants

Deux programmes de test complets ont été réalisés par Getinge pour analyser des paramètres spécifiques dans le processus d’autoclavage 1,2. Ces tests ont analysé six paramètres dans trois catégories principales : les paramètres généraux du procédé, les paramètres de stérilisation et les paramètres de séchage.
Les paramètres généraux du procédé concernent les éléments de base et la manière dont ces paramètres ont contribué à la réussite globale du procédé.
- Quel est le niveau de remplissage des sacs ?
- Comment sont-ils positionnés ?
Les paramètres de stérilisation incluaient la durée et la température.
- Une durée de stérilisation plus longue compromet-elle l’intégrité du sac ?
- Des températures élevées dégradent-elles les performances du sac ?
La phase de séchage présentait ses propres défis.
- La rampe de mise sous vide (la vitesse de gonflage et de dégonflage du sac pendant le cycle de traitement) a-t-elle affecté les performances du sac ?
- Comment les impulsions ont-elles affecté l’intégrité du sac ?
Une analyse dimensionnelle a évalué la manière dont le sac a été affecté par les changements au niveau des six paramètres. Après chaque cycle, chaque sac a été mesuré et testé pour vérifier son intégrité. Dans la mesure où tous les sacs n’ont pas subi de dommages visuels, un test détaillé a été effectué à l’aide d’un test au bleu de méthylène3. Le test au bleu de méthylène est un test courant utilisé pour identifier la présence de défauts de canal par la pénétration de colorant à travers ceux-ci (ASTM F1929 Standard Test Method for Detecting Seal Leaks in Porous Medical Packaging by Dye Penetration) qui pourraient permettre la pénétration de contaminants microbiens.
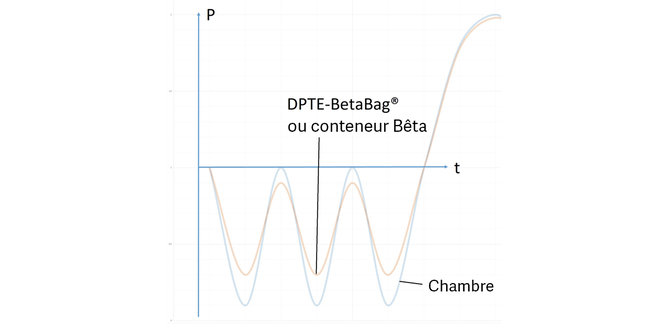
Pendant chaque cycle d’autoclave
Le sac gonfle et se dégonfle plusieurs fois en fonction des modifications de pression à l’intérieur du stérilisateur. En effet, l’équilibre de pression entre l’autoclave et le DPTE-BetaBag® n’est pas immédiat. Pendant la variation de pression dans la cuve, une différence de pression est créée entre l’autoclave et le sac. Chaque diminution de pression gonfle le sac, chaque augmentation de pression le dégonfle.
« Les tests ont révélé qu’une déformation accrue du sac était corrélée à un risque accru de non-conformité », explique Anne-Claude.
Les recherches ont conclu que la durée du cycle de stérilisation et le nombre d’impulsions post-traitement n’affectaient ni la déformation, ni l’intégrité du sac. Cependant, les changements de capacité, de position, de température et de rampe de mise sous vide ont eu un impact mesurable sur les résultats. Après une analyse plus approfondie de ces quatre paramètres, de meilleures pratiques ont été développées.
Pour en savoir plus, consultez le livre blanc « Optimisation de la manipulation du DPTE-BetaBag® Tyvek® dans la stérilisation à la vapeur »[4]
Meilleures pratiques pour réussir l’autoclavage
Il est possible d’obtenir des résultats optimaux en contrôlant les quatre facteurs suivant : capacité, position, température et rampe de mise sous vide.
Capacité : Éviter la surcharge
« Tout comme une valise surchargée, la surcharge d’un DPTE-BetaBag® Tyvek® peut affecter l’intégrité structurelle et endommager le sac », explique Cyril.
Getinge recommande de gérer soigneusement la capacité du sac pour éviter toute surcharge. Les paramètres de remplissage maximal sont les suivants :
- Charge de 8 L pour le sac double DPTE-BetaBag® Tyvek® 10 L
- Charge de 13 L pour le sac simple DPTE-BetaBag® Tyvek® 23 L
- Charge de 18 L pour le sac double DPTE-BetaBag® Tyvek® 25 L
Position : à plat, les étagères peuvent être proches les unes des autres
Comme vous pouvez le voir sur l’illustration 4 (disponible dans le livre blanc), ces sacs ont deux côtés distincts. Le côté Tyvek® est plat, tandis que la partie Bêta DPTE® se trouve sur le côté en PEHD (polyéthylène haute densité). Les recherches ont montré que les utilisateurs devaient toujours poser le sac sur son côté plat en Tyvek® pour minimiser les contraintes sur le matériau. Lorsqu’il est placé côté DPTE® vers le bas afin de faciliter la « respiration » du sac à travers la couche en Tyvek®, le sac ne peut pas être couché à plat ; cela exerce une contrainte supplémentaire et inutile sur le matériau et augmente le risque de non-conformité. Les recherches ont également montré qu’il n’est pas nécessaire d’avoir le côté en Tyvek® vers le haut pour faciliter l’échange d’air.
La contrainte exercée par l’étagère située au-dessus, au moment du gonflage du sac pendant la phase de mise sous vide, n’affecte pas l’intégrité du sac. Les utilisateurs peuvent réduire la distance entre les étagères à 15 cm afin d’accueillir un plus grand nombre de sacs et d’optimiser le rendement.
Température : plage idéale de 121 °C à 123 °C
L’analyse dimensionnelle a révélé que des températures égales ou supérieures à 125 °C nuisaient à l’intégrité structurelle et à la fonctionnalité du sac. Toutefois, les températures de 121 °C, 122 °C, 123 °C et 124 °C étaient suffisamment élevées pour assurer une stérilisation efficace (à lier au temps d’exposition), mais pas assez élevées pour entraîner la dégradation des sacs.
Le réglage de la température à l’intérieur de cette fenêtre de 3 °C a produit les résultats attendus tout en minimisant le risque de désintégration du sac, et donc de contamination des composants.
Rampe de mise sous vide : minimiser la déformation du sac
La phase de mise sous vide dans un autoclave a plusieurs fonctions : éliminer de force l’air pour s’assurer que la vapeur atteint tous les coins de chaque composant pendant l’étape de prétraitement, et éliminer la vapeur et sécher les composants pendant la phase de séchage. Le sac gonfle et se dégonfle de façon répétée tout au long d’un cycle d’autoclave en fonction de la variation de pression de la cuve.
L’analyse dimensionnelle du sac a montré que plus la rampe de mise sous vide est élevée, plus l’allongement du sac est important ; les pressions positives et négatives entraînent une plus grande variation de la forme du sac.
Plus l’allongement est important, plus le risque de dégradation du sac due à la rupture du film est élevé. Dans la mesure où le risque structurel augmente au-delà de 0,5 bar/min, il est recommandé de maintenir les pressions en dessous de ce niveau.
Le respect des meilleures pratiques permet d’obtenir les meilleurs résultats
Vous pouvez réduire le risque de dégradation du DPTE-BetaBag® Tyvek® en suivant les meilleures pratiques pour les paramètres de charge et d’autoclave. Vous pouvez ainsi faire économiser à votre établissement de l’argent qui serait gaspillé par des cycles non conformes.
- Ne pas surcharger le sac au-delà des paramètres indiqués par le fabricant
- Placer le sac à plat, côté Tyvek™
- Maintenir une température maximale comprise entre 121 °C et 123 °C
- Définir la valeur minimale acceptable pour la rampe de mise sous vide afin d’éviter la déformation des sacs
Suivre ces quatre étapes simples peut aider votre organisation à garantir une stérilisation réussie et à maintenir la stérilité jusqu’au transfert.
Télécharger le livre blanc ici :

Le respect des paramètres de charge et de cycle d’autoclave spécifiés permettra d’obtenir les meilleures performances pour les DPTE-BetaBag® Tyvek®. Ces mesures simples amélioreront les résultats et réduiront le risque de non-conformité du sac.
Découvrir comment optimiser les performances du DPTE-BetaBag® Tyvek en utilisant les procédures appropriées.